Phone: 19195667992
Email: sales@brpcb.com

陶瓷PTFE多层板与FR4加工流程对比
2023-03-10 14:25:27
3486
BRPCB
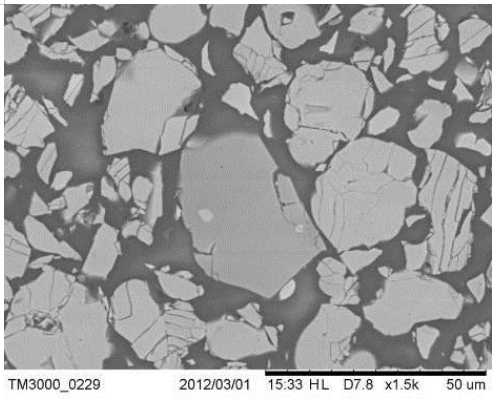
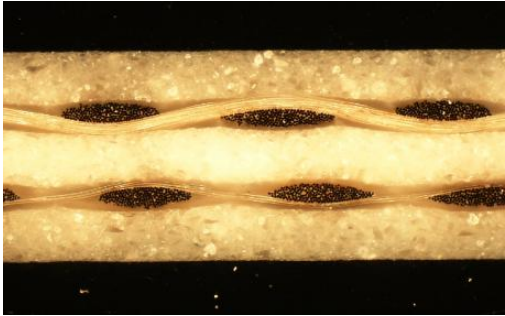
添加大量陶瓷填料的PTFE板材
1)没有玻璃布增强:RO3003,RO3035,RO3006,RO3010, RT6002,RT6035HTC,RT6010
2)有玻璃布增强:RO3203,RO3206,RO3210,RT6202,TC350,TC600,AD300,AD600,AD1000
PTFE树脂体系的优缺点
优点:
• 电性能优异(Dk=2.1,Df=0.0009)
• 化学惰性,不可溶解,表面能量低(20-25 dyne/cm,通常FR4是50-60 dyne/cm)
• 稳定的耐热性
缺点:
• 化学惰性
• 低的弹性模数
• 高的热膨胀系数(100 to 150 ppm/C)
陶瓷填料的优缺点
优点:
• 介电常数范围广(从3.0 到10.2),可以调节板材整体的介电常数
• 控制热膨胀系数(CTE)
缺点:
• 研磨
• 多孔性
• 影响机械加工性
玻璃布的优缺点
优点:
• 增加了水平面的机械加工性
• 改善了对位
缺点:
• Z方向的热膨胀系数变大
• 孔壁残留纤维丝
PTFE板材与FR4的加工流程对比
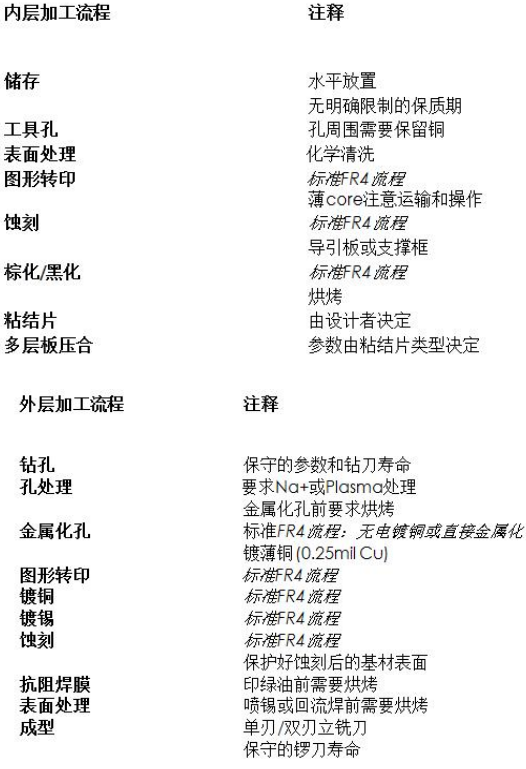
内层加工
1)注意事项:
• 尽量避免机械方式磨板,机械外力作用会引起板材变形,前处理需要采用化学清洗的方式;另外,运输和放置时注意清洁台面和板面,防止凹坑、凹点的产生。
• 生产过程中取放板时,建议用手动方式,避免自动装置造成折痕问题。
• 取板时,禁止拿一个板边或板角,建议双手拿板的两个平行对边。
• 堆叠放置时,板与板之间需要用软的垫子隔开,如ROGERS随板出货的隔离纸,并控制叠板高度。
• 对于薄的PTFE材料在通过水平线时,需要辅助工具来支撑,防止打折、变形、卡板等。
• 铜箔蚀刻之后禁止任何机械磨刷或摩擦PTFE介质表面,保护介质表面蚀刻后的粗糙度。
2)内层铜面氧化处理
• 根据粘结片的类型选择合适的氧化处理
• Fusion Bond:微蚀或Bondfilm
3)多层板叠合前清洗/烘烤添加陶瓷填料的PTFE芯板
• 根据氧化层能承受的温度进行烘烤,推荐100-125度/1-2小时
压合
1)蚀刻后的内层芯板不需要额外处理(如Plasma),禁止机械磨刷
2)确保基材表面蚀刻后铜牙转印的粗糙度不被破坏
3)保留工具孔周围的铜,减少工具孔的变形
4)叠板前内层芯板要烘烤,确保足够干燥
5)根据粘结片的类型选择合适的压合参数
6)热塑型粘结片要求在热压机里充分冷却
7)根据成本和性能去选择粘结片
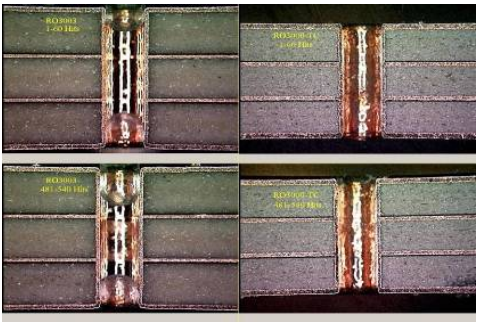
钻孔
1)保守的钻刀寿命:与所选粘结片有关
2)1OZ内层铜:增加内层连接处的厚度、更好的机械支撑、有助于冷却
3)铜/粘结片/PTFE的排列顺序:钻削都是向上排出;哪些材料会产生钻污?哪些钻污能被除掉?
4)孔分类:先钻功能孔,后钻接地孔和屏蔽孔
镀铜前孔壁处理
1)金属钠处理纯PTFE板材
• 浸泡時間:5分钟
• 用溶剂/热水彻底清洗
• 125°C/120分钟烘烤
2)Plasma活化
• 对PTFE的活化效果:He > H2/N2 > N2
• 腔体要预热到90度
• 孔壁活化之后到化学沉铜的停留时间越短越好,建议控制在8小时以内
防焊油墨
1)RO3000系列,RT6000系列和TC系列的板材在前处理之前建议做烘烤,125°C/1-2小时。
2)前处理用化学方式,禁止任何机械磨刷。
3)印油墨前确保板面干燥。
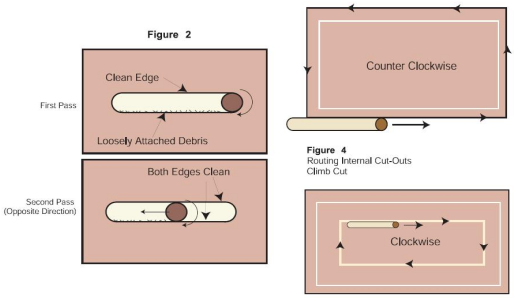
外形加工
1)双刃上螺旋锣刀
• 200-300 SFM
• 2.0-2.5 Mil/Rev橫向进刀量
• 寿命20-30英尺
2)酚醛盖板
• 在板和板之间加牛皮纸,可以改善板边毛刺
3)硬的垫板
• 底板上先预锣通道,产生空气对流,有利于排削。
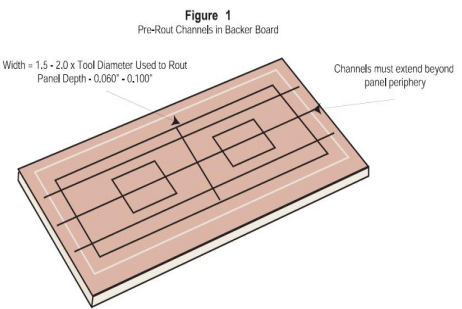
• 按如下方式正反方向各铣一次,能清洁板边毛刺。
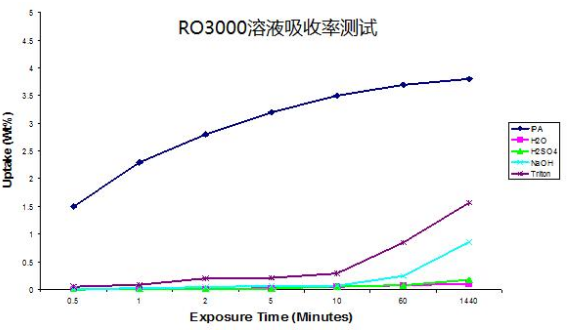
多孔性
1)较多的填充颗粒导致多孔性,体积比约3%-5% 多孔性
2)纯PTFE有很强的憎水性
3)PTFE材料吸水率很低<0.1%
4)有陶瓷填料的PTFE材料容易吸收表面张力低的溶液,如溶剂、清洁剂、油等
5)需要将PTFE芯板进行清洗和烘烤:
• 在以下流程前压合、沉铜、防焊
• 在过高温流程之前HASL, Reflow
• 烘烤条件:125°C/ 1-2小时
6)尽可能减少在某些湿流程的化学药水中的浸泡时间:
• 少于30秒的钠化处理
• 涂上助焊剂后停留时间不超过30秒
• 最好使用酸性助焊剂
最新文章
陶瓷电路板:为什么它越来越重要?
1018
2026-04-20
陶瓷电路板它散热更快、稳定性更强,能长期在恶劣环境下保持性能稳定,广泛应用于大功率LED照明、激光器件、汽车电子、工业电源、5G通信、军工航天、高端电子封装、功率模块、微波器件、高频大功率、电力、机械等领域。
陶瓷电路板的优势特点
851
2026-04-20
陶瓷电路板通常以氧化铝Al₂O₃、氮化铝AIN、氮化硅Si₃N₄、蓝宝石等陶瓷为基材,通过DPC、DBC、AMB、HTCC、LTCC等工艺将金属线路与陶瓷紧密结合,具有优异高热导率、高硬度、耐高温、绝缘性好、低介电损耗、热膨胀系数等特点。
高频线路板与高速线路板的区别在哪呢??
1109
2026-03-27
高频:是频域概念,直接指向信号的振荡频率(单位:Hz)。其核心定义是“频率显著高于低频的信号”,通常涵盖几十MHz至几十GHz甚至更高(如卫星通信Ka波段20GHz、5G毫米波28GHz、车载毫米波雷达77GHz)。高频信号的本质是正弦波,关注的是“信号本身的频率高低”。
怎么择用氧化铝Al₂O₃陶瓷材料呢?深度认识氧化铝Al₂O₃陶瓷PCB电路板材
1034
2026-03-23
氧化铝95瓷和氧化铝99瓷是两种非常常见的高性能工业陶瓷,它们的核心区别在于氧化铝的纯度,这直接导致了物理、化学、电学和机械性能的显著差异。

什么是“算力”?
1414
2026-03-10
算力是数据中心的服务器通过对数据进行处理后实现结果输出的一种能力。2023年10月工业和信息化部等六部门联合印发的《算力基础设施高质量发展行动计划》中指出:算力是集信息计算力、网络运载力、数据存储力于一体的新型生产力。