Phone: 19195667992
Email: sales@brpcb.com

AMB氮化硅基板应用在新能源汽车SiC功率模块上
2023-02-09 10:24:25
3559
BRPCB
碳化硅(SiC)作为宽禁带半导体材料,相对于Si基器件具有禁带宽度大、击穿电场高、热导率高、电子饱和速率高、抗辐射能力强等特点,在高频、高压、高温等工作场景中,有易散热、小体积、低能耗、高功率等明显优势。

如今,SiC“上车”已成为新能源汽车产业难以绕开的话题,而这要归功于搭载意法半导体碳化硅器件的特斯拉Model 3的问世,使诸多半导体企业在碳化硅上“卷”了起来。SiC在高压+长续航平台有先天性能优势。
SiC在新能源汽车上的应用优势
一、提升加速度
新能源汽车的加速性能与动力系统输出的最大功率和最大扭矩密切相关,SiC技术允许驱动电机在低转速时承受更大输入功率,且不怕电流过大导致的热效应和功率损耗,这就意味着车辆起步时,驱动电机可以输出更大扭矩,强化加速能力。
二、增加续航里程
续航里程和充电时间长是目前电动车的首要痛点,提高电压能在同样的电阻下减少电耗损失,提升效率,增加续航里程。同时,800V高压平台可搭配350kW超级充电桩,提升充电速度,缩短充电时长。此外在充电功率相同的情况下,800V高压快充架构下的高压线束直径更小,相应成本更低,电池散热的更少,热管理难度相对降低,整体电池成本更优。SiC器件通过导通/开关两个维度降低损耗,从而实现增加电动车续航里程的目的。
三、汽车轻量化
SiC材料载流子迁移率高,能提供较高的电流密度,相同功率等级下封装尺寸更小。SiC能够实现高频开关,减少滤波器和无源器件如变压器、电容、电感等的使用,从而减少系统体系和重量;SiC禁带宽度宽且具有良好的热导率,可以使器件工作于较高的环境温度中,从而减少散热器体积;SiC可以降低开关与导通损耗,使系统效率提升,同样续航范围内,可以减少电池容量,有助于车辆轻量化。
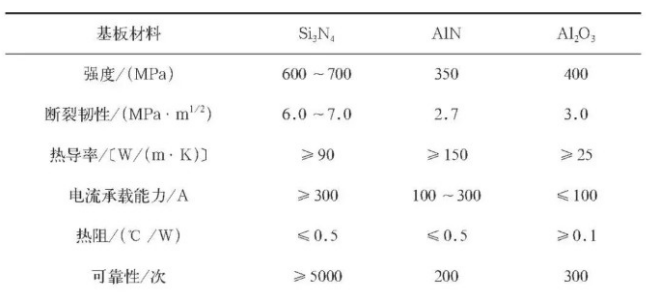
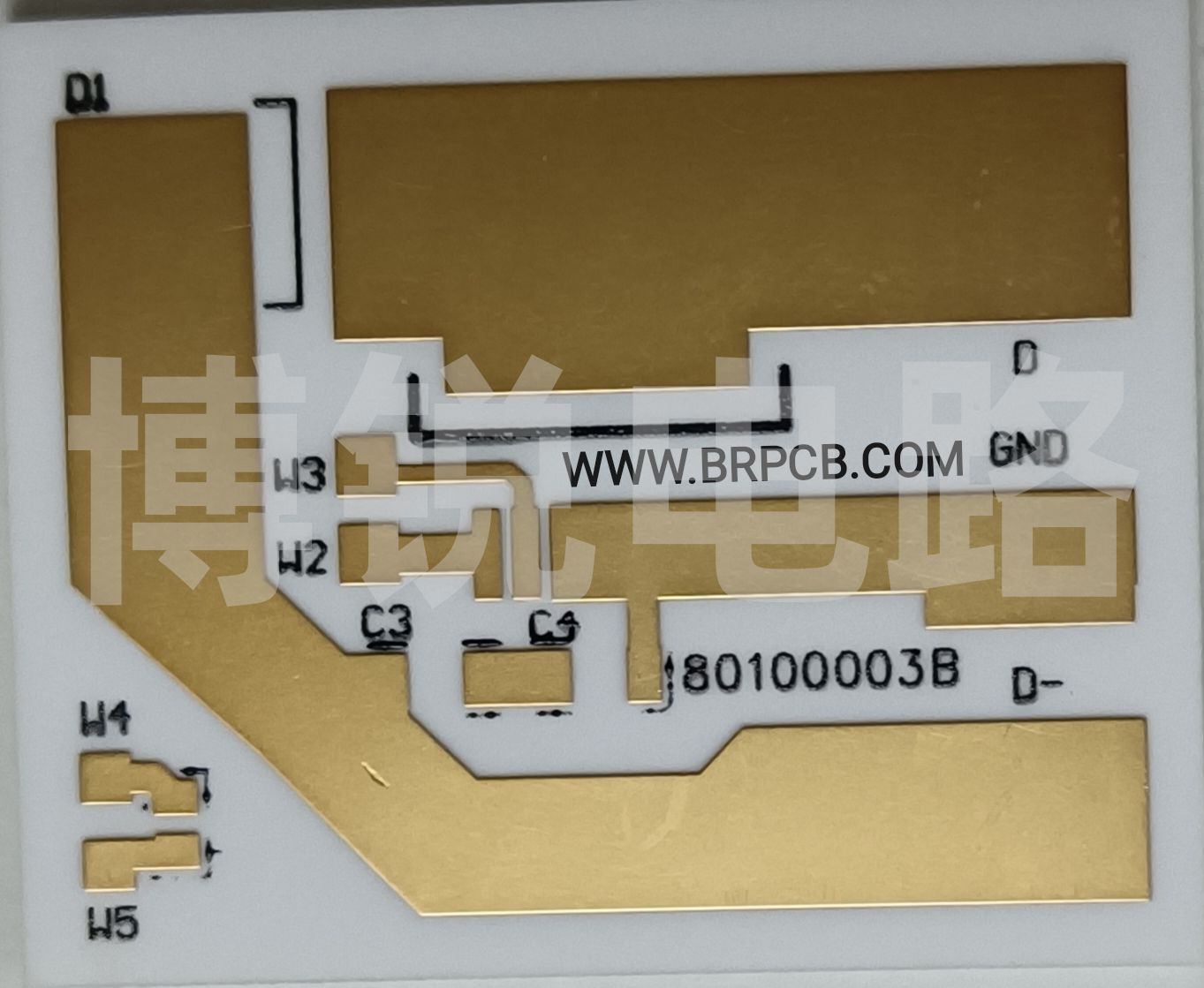
Si3N4-AMB氮化硅基板是SiC器件封装首选

以往被广泛使用的直接覆铜(DBC)陶瓷基板是通过共晶键合法制备而成,铜和陶瓷之间没有粘结材料,在高温服役过程中,往往会因为铜和陶瓷(Al2O3或AlN)之间的热膨胀系数不同而产生较大的热应力,从而导致铜层从陶瓷表面剥离,因此传统的DBC陶瓷基板已经难以满足高温、大功率、高散热、高可靠性的封装要求。
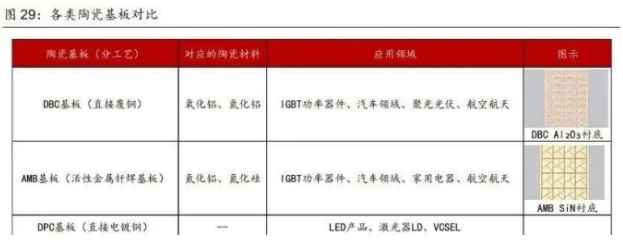
Si3N4-AMB氮化硅基板则是利用活性金属元素(Ti、Zr、Ta、Nb、V、Hf等)可以润湿陶瓷表面的特性,将铜层通过活性金属钎料钎焊在Si3N4陶瓷板上。通过活性金属钎焊(AMB)工艺形成的铜/陶瓷界面粘结强度更高,且Si3N4陶瓷相比Al2O3和AlN同时兼顾了优异的机械性能和良好的导热性,因此Si3N4-AMB覆铜基板在高温下的服役可靠性更强,是SiC器件封装基板的首选。
AMB工艺根据钎焊料不同,目前主要分为放置银铜钛焊片和印刷银铜钛焊膏两种。 以后者为例,工艺流程如下图所示。首先将Ag、Cu、Ti元素直接以粉末形式混合制成浆料,采用丝网印刷技术将Ag-Cu-Ti焊料印刷在氮化硅陶瓷基板上,再利用热压技术将铜箔层压在焊料上,最后通过烧结、光刻、腐蚀及镀Ni工艺制备出符合要求的氮化硅AMB覆铜板。

AMB氮化硅覆铜板制备工艺流程图
在AMB氮化硅工艺中,利用Ti等过渡金属与Ag、Cu等元素形成合金焊料,具有很强的化学活性,能够与氧化物陶瓷、非氧化物陶瓷等发生反应,促使熔融焊料润湿陶瓷表面,完成氮化硅与无氧铜的连接。活性元素Ti与氮化硅陶瓷反应的主要产物是TiN和TiAl3。 但这两种方法都存在一定局限。首先,焊片工艺所用的银铜钛焊片在制备过程中容易出现活性元素Ti的氧化、偏析问题,导致成材率极低,焊接接头性能较差。对于焊膏工艺,在高真空中加热时有大量有机物挥发,导致钎焊界面不致密,出现较多空洞,使得基板在服役过程中易出现高压击穿、诱发裂纹的问题。此外,释放的有机挥发物会污染真空腔体和泵组管道,影响分子泵的使用寿命。
据此,博锐电路引进了银铜钛焊膏的预脱脂钎焊工艺,可以在保护高真空设备的同时,显著降低Si3N4陶瓷-铜的界面空洞率。 此外,AMB氮化硅基板工艺还还存在一些短板,其技术实现难度要比DBC、DPC两种工艺大很多,对技术要求高,且在良率、材料等方面还有待进一步完善,这使得该技术目前的实现成本还比较高。
最新文章
陶瓷电路板:为什么它越来越重要?
1018
2026-04-20
陶瓷电路板它散热更快、稳定性更强,能长期在恶劣环境下保持性能稳定,广泛应用于大功率LED照明、激光器件、汽车电子、工业电源、5G通信、军工航天、高端电子封装、功率模块、微波器件、高频大功率、电力、机械等领域。
陶瓷电路板的优势特点
851
2026-04-20
陶瓷电路板通常以氧化铝Al₂O₃、氮化铝AIN、氮化硅Si₃N₄、蓝宝石等陶瓷为基材,通过DPC、DBC、AMB、HTCC、LTCC等工艺将金属线路与陶瓷紧密结合,具有优异高热导率、高硬度、耐高温、绝缘性好、低介电损耗、热膨胀系数等特点。
高频线路板与高速线路板的区别在哪呢??
1109
2026-03-27
高频:是频域概念,直接指向信号的振荡频率(单位:Hz)。其核心定义是“频率显著高于低频的信号”,通常涵盖几十MHz至几十GHz甚至更高(如卫星通信Ka波段20GHz、5G毫米波28GHz、车载毫米波雷达77GHz)。高频信号的本质是正弦波,关注的是“信号本身的频率高低”。
怎么择用氧化铝Al₂O₃陶瓷材料呢?深度认识氧化铝Al₂O₃陶瓷PCB电路板材
1034
2026-03-23
氧化铝95瓷和氧化铝99瓷是两种非常常见的高性能工业陶瓷,它们的核心区别在于氧化铝的纯度,这直接导致了物理、化学、电学和机械性能的显著差异。

什么是“算力”?
1414
2026-03-10
算力是数据中心的服务器通过对数据进行处理后实现结果输出的一种能力。2023年10月工业和信息化部等六部门联合印发的《算力基础设施高质量发展行动计划》中指出:算力是集信息计算力、网络运载力、数据存储力于一体的新型生产力。